钻套,固定钻套,主要是用来确定钻头、扩孔钻、铰刀等定尺寸刀具的轴线位置,钻套的结构和尺寸已经标准化。根据使用特点,钻套具有固定钻套、可换钻套、快换钻套和特殊钻套四种型式。而且采用“过盈配合”把钻套镶入钻模板上。
钻套的意义在于他可以定位和引导刀具进行加工,从而提高加工的精度。
中文名 钻套
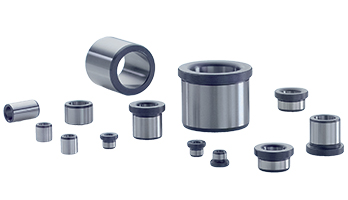
钻套: 钻套是安装在钻模板或夹具体上,其作用是用来确定工件上被加工孔的位置,引导刀具进行加工,并提高刀具在加工过程中的刚性和防止加工中的振动。按其结构和使用情况,可分为以下四种类型。
钻套可以分为以下类型:
钻套分为固定钻套(A型固定钻套,B型固定钻套),可换钻套,快换钻套及特殊钻套
钻套标准及 钻套尺寸及钻套规格见:
固定钻套国标JB/T 8045.1-1999
可换钻套国标JB/T 8045.2-1999
快换钻套国标JB/T 8045.3-1999
钻套衬套国标JB/T 8045.4-1999
固定钻套
机床夹具零件及部件固定钻套标准--JB/T 8045.1-1999
1.本标准规定了0-85mm的固定钻套
2.引用标准:
GB/T 699-1988 优质碳素结构钢的技术条件
GB/T 1298-1986 碳素工具钢技术条件
GB/T 8044-19999 机床夹具零件及部件技术条件
JB/T 8045.5-1999 机床夹具零件及部件钻套螺钉
技术条件
材料:d≤26mm T10A按GB/T 1298的规定
d>26mm 20钢按GB/T 699的规定
热处理:T10A为58~64HRC;20钢渗碳深度为0.8~1.2mm,58~64HRC
可换钻套
机床夹具零件及部件可换钻套标准--JB/T 8045.2-1999
1.本标准规定了0-85mm的可换钻套
2.引用标准:
GB/T 699-1988 优质碳素结构钢的技术条件
GB/T 1298-1986 碳素工具钢技术条件
GB/T 8044-1999 机床夹具零件及部件技术条件
JB/T 8045.5-1999 机床夹具零件及部件钻套螺钉
技术条件
材料:d≤26mm T10A按GB/T 1298的规定
d>26mm 20钢按GB/T 699的规定
热处理:T10A为58~64HRC;20钢渗碳深度为0.8~1.2mm,58~64HRC
电 话:+86-0769-87793530
传 真:+86-0769-87786557
手 机:13827280753
邮 箱:3212587769@qq.com
地 址:广东省东莞市黄江镇刁朗大道95号
 简体中文
简体中文



